申请号:CN201910546844.9
申请日: 2019-06-24
公开(公告)号:CN110142527A
公开(公告)日:2019-08-20
发明人:杨永泽;吴建亭;彭海文;陶通涓;柳明正;唐严清;钟明峰;刘波;游淇杰
申请(专利权)人:广东网纳智能装备有限公司
代理机构:广州知顺知识产权代理事务所(普通合伙)
代理人:彭志坚
申请人地址:广东省东莞市松山湖工业北路中小科技企业创业园12栋2楼
1.一种具有多工位转盘的自动化焊接装置,其特征在于,包括底座(1)、驱动装置(2)、转盘(3)及多个工件定位装置(4),驱动装置(2)固定于底座(1)上,转盘(3)固定于驱动装置(2)的输出轴上,驱动装置(2)驱动转盘(3)间歇转动,多个工件定位装置(4)呈环形阵列固定于转盘(3)上,沿转盘(3)转动方向依次设置有与每一工件定位装置(4)对应的上料工位、焊接工位及下料工位,上料工位设置有上料机械手对上料工位处的工件定位装置(4)传送工件,焊接工位设置有焊接机器人对工件进行焊接,下料工位设置有下料机械手,用于取下焊接好的工件,转盘(3)带动多个工件定位装置(4)转动预定角度后停止预定时间,以供循环上料、焊接和下料,工件定位装置(4)包括支撑座(41)、多个定位座(42)及回转夹紧气缸(43),多个定位座(42)固定于支撑座(41)的外侧斜面上,每两个定位座(42)共用一个回转夹紧气缸(43),回转夹紧气缸(43)固定于支撑座(41)的内侧斜面上,回转夹紧气缸(43)的输出轴穿过支撑座(41)的斜面板,回转夹紧气缸(43)的输出轴上固定有夹紧杆(44),夹紧杆(44)的两端设有夹紧槽,回转夹紧气缸(43)的输出轴能带动夹紧杆(44)旋转90度并沿轴向伸缩,以供夹紧或松开定位座(42)上的工件。
2.根据权利要求1所述的具有多工位转盘的自动化焊接装置,其特征在于,所述定位座(42)包括上定位座(421)、下定位座(422)及支撑块(423)及磁铁(424),上定位座(421)上设有两个平行的定位槽(425),定位槽(425)内设有电磁铁,下定位座(422)位于上定位座(421)的下方,下定位座(422)上具有底板,支撑块(423)固定于上定位座(421)上位于两个定位槽(425)之间,磁铁(424)固定于支撑块(423)上。
3.根据权利要求1所述的具有多工位转盘的自动化焊接装置,其特征在于,所述上料工位及焊接工位之间设置有校正工位,校正工位处设置有下压校正装置(5),下压校正装置(5)包括固定于底座(1)上的支架(51),安装于支架(51)上的多个下压气缸(52),及安装于每一下压气缸(52)伸缩端的校正治具(53),校正治具(53)底端设有校正槽。
4.根据权利要求1所述的具有多工位转盘的自动化焊接装置,其特征在于,所述下料工位的下一工位为清理工位,清理工位处设置有喷气装置,喷气装置包括固定于底座(1)上的支座(61),以及安装于支座(61)上的多个喷气头,喷气头通过气管与供气装置连接。
5.根据权利要求1所述的具有多工位转盘的自动化焊接装置,其特征在于,所述焊接工位及下料工位之间设置有检测工位,在检测工位处设置视觉检测系统,用以检测产品的外形,焊接焊点的位置及大小。
6.根据权利要求1所述的具有多工位转盘的自动化焊接装置,其特征在于,所述转盘(3)上的工件定位装置(4)设置有六个,上料工位与焊接工位之间设置有校正工位,焊接工位与下料工位之间设置有检测工位,下料工位的下一工位设置为清理工位,以循环进行上料、校正、焊接、检测、下料及清理。
7.根据权利要求1所述的具有多工位转盘的自动化焊接装置,其特征在于,所述驱动装置(2)包括间歇分割器(21)及电机(22),间歇分割器(21)固定于底座(1)顶面,电机(22)安装于底座(1)顶面下方,电机(22)的输出轴与间歇分割器(21)的输入轴固接,间歇分割器(21)的输出轴与转盘(3)中心固接。
8.根据权利要求7所述的具有多工位转盘的自动化焊接装置,其特征在于,所述间歇分割器(21)的输出轴为空心轴,空心轴的顶端安装有多通路气动旋转接头(7)。
9.一种如权利要求1所述的具有多工位转盘的自动化焊接装置的焊接方法,其特征在于,包括如下步骤:转盘(3)带动工件定位装置(4)转动预定角度并在每一工位处停止预定时间,当工件定位装置(4)转动至上料工位停止时,上料机械手将待焊接的工件置于定位座(42)上定位,回转夹紧气缸(43)带动夹紧杆(44)伸出并旋转90度后缩回夹紧定位座(42)上的工件,当设有工件的工件定位装置(4)转动至焊接工位停止时,焊接机器人对工件进行焊接,当设有工件的工件定位装置(4)转动至下料工位停止时,回转夹紧气缸(43)带动夹紧杆(44)伸出脱离工件,并旋转90度后缩回,夹紧杆(44)处于两个定位座(42)之间,下料机械手取下焊接好的工件,循环进行上述步骤,以进行多次上料、焊接及下料。
10.一种如权利要求6所述的具有多工位转盘的自动化焊接装置的焊接方法,其特征在于,包括如下步骤:转盘(3)带动工件定位装置(4)转动预定角度并在每一工位处停止预定时间,当工件定位装置(4)转动至上料工位停止时,上料机械手将待焊接的工件置于定位座(42)上定位,回转夹紧气缸(43)带动夹紧杆(44)伸出并旋转90度后缩回夹紧定位座(42)上的工件,当设有工件的工件定位装置(4)转动至校正工位停止时,校正工位的下压校正装置(5)对工件进行校正,当设有工件的工件定位装置(4)转动至焊接工位停止时,焊接机器人对工件进行焊接,当设有工件的工件定位装置(4)转动至检测工位停止时,检测工位的视觉检测系统对工件进行检测,当设有工件的工件定位装置(4)转动至下料工位停止时,回转夹紧气缸(43)带动夹紧杆(44)伸出脱离工件,并旋转90度后缩回,夹紧杆(44)处于两个定位座(42)之间,下料机械手取下焊接好的工件,当工件定位装置(4)转动至清理工位停止时,清理工位的喷气装置对工件定位装置(4)进行清理,循环进行上述步骤,以进行多次上料、校正、焊接、检测、下料及清理。
技术领域
本发明涉及自动化焊接技术领域,特别涉及一种具有多工位转盘的自动化焊接装置及焊接方法。
背景技术
请参阅图1,在推车车架或置物架生产过程中,需要将两根金属圆管A通过连接片B焊接在一起,并配合其它连接管件及紧固螺栓形成支撑架,目前,该套接件的生产方主要采用半自动化生产,焊接过程还过度依赖人工操作,不能实现全自动化生产,焊接质量和效率还有待提高,为了提高设备自动化水平,降低人工劳动强度,特研发此设备。
发明内容
鉴于以上所述,本发明提供一种具有多工位转盘的自动化焊接装置及焊接方法,该具有多工位转盘的自动化焊接装置能实现全自动化焊接,提高焊接质量和效率。
本发明涉及的技术解决方案:
一种具有多工位转盘的自动化焊接装置,包括底座、驱动装置、转盘及多个工件定位装置,驱动装置固定于底座上,转盘固定于驱动装置的输出轴上,驱动装置驱动转盘间歇转动,多个工件定位装置呈环形阵列固定于转盘上,沿转盘转动方向依次设置有与每一工件定位装置对应的上料工位、焊接工位及下料工位,上料工位设置有上料机械手对上料工位处的工件定位装置传送工件,焊接工位设置有焊接机器人对工件进行焊接,下料工位设置有下料机械手,用于取下焊接好的工件,转盘带动多个工件定位装置转动预定角度后停止预定时间,以供循环上料、焊接和下料,工件定位装置包括支撑座、多个定位座及回转夹紧气缸,多个定位座固定于支撑座的外侧斜面上,每两个定位座共用一个回转夹紧气缸,回转夹紧气缸固定于支撑座的内侧斜面上,回转夹紧气缸的输出轴穿过支撑座的斜面板,回转夹紧气缸的输出轴上固定有夹紧杆,夹紧杆的两端设有夹紧槽,回转夹紧气缸的输出轴能带动夹紧杆旋转90度并沿轴向伸缩,以供夹紧或松开定位座上的工件。
进一步地,所述定位座包括上定位座、下定位座及支撑块及磁铁,上定位座上设有两个平行的定位槽,定位槽内设有电磁铁,下定位座位于上定位座的下方,下定位座上具有底板,支撑块固定于上定位座上位于两个定位槽之间,磁铁固定于支撑块上。
进一步地,所述上料工位及焊接工位之间设置有校正工位,校正工位处设置有下压校正装置,下压校正装置包括固定于底座上的支架,安装于支架上的多个下压气缸,及安装于每一下压气缸伸缩端的校正治具,校正治具底端设有校正槽。
进一步地,所述下料工位的下一工位为清理工位,清理工位处设置有喷气装置,喷气装置包括固定于底座上的支座,以及安装于支座上的多个喷气头,喷气头通过气管与供气装置连接。
进一步地,所述焊接工位及下料工位之间设置有检测工位,在检测工位处设置视觉检测系统,用以检测产品的外形,焊接焊点的位置及大小。
进一步地,所述转盘上的工件定位装置设置有六个,上料工位与焊接工位之间设置有校正工位,焊接工位与下料工位之间设置有检测工位,下料工位的下一工位设置为清理工位,以循环进行上料、校正、焊接、检测、下料及清理。
进一步地,所述驱动装置包括间歇分割器及电机,间歇分割器固定于底座顶面,电机安装于底座顶面下方,电机的输出轴与间歇分割器的输入轴固接,间歇分割器的输出轴与转盘中心固接。
进一步地,所述间歇分割器的输出轴为空心轴,空心轴的顶端安装有多通路气动旋转接头。
一种所述的具有多工位转盘的自动化焊接装置的焊接方法,包括如下步骤:
转盘带动工件定位装置转动预定角度并在每一工位处停止预定时间,当工件定位装置转动至上料工位停止时,上料机械手将待焊接的工件置于定位座上定位,回转夹紧气缸带动夹紧杆伸出并旋转90度后缩回夹紧定位座上的工件,当设有工件的工件定位装置转动至焊接工位停止时,焊接机器人对工件进行焊接,当设有工件的工件定位装置转动至下料工位停止时,回转夹紧气缸带动夹紧杆伸出脱离工件,并旋转90度后缩回,夹紧杆处于两个定位座之间,下料机械手取下焊接好的工件,循环进行上述步骤,以进行多次上料、焊接及下料。
一种所述的具有多工位转盘的自动化焊接装置的焊接方法,包括如下步骤:
转盘带动工件定位装置转动预定角度并在每一工位处停止预定时间,当工件定位装置转动至上料工位停止时,上料机械手将待焊接的工件置于定位座上定位,回转夹紧气缸带动夹紧杆伸出并旋转90度后缩回夹紧定位座上的工件,当设有工件的工件定位装置转动至校正工位停止时,校正工位的下压校正装置对工件进行校正,当设有工件的工件定位装置转动至焊接工位停止时,焊接机器人对工件进行焊接,当设有工件的工件定位装置转动至检测工位停止时,检测工位的视觉检测系统对工件进行检测,当设有工件的工件定位装置转动至下料工位停止时,回转夹紧气缸带动夹紧杆伸出脱离工件,并旋转90度后缩回,夹紧杆处于两个定位座之间,下料机械手取下焊接好的工件,当工件定位装置转动至清理工位停止时,清理工位的喷气装置对工件定位装置进行清理,循环进行上述步骤,以进行多次上料、校正、焊接、检测、下料及清理。
本发明具有多工位转盘的自动化焊接装置,通过设置底座、驱动装置、转盘及多个工件定位装置相配合,驱动装置驱动转盘间歇转动,转盘带动多个工件定位装置转动预定角度后停止,每一工件定位装置依次在上料工位、焊接工位及下料工位之间切换,通过上料机械手、焊接机器人及下料机械手实现循环上料、焊接和下料,无需依赖人工操作,每一工位互不干扰,可同时进行,因此,该具有多工位转盘的自动化焊接装置能实现全自动化焊接,提高焊接质量和效率。
附图说明
图1为本发明具有多工位转盘的自动化焊接装置待焊接的工件图;
图2为本发明具有多工位转盘的自动化焊接装置的立体图;
图3为本发明具有多工位转盘的自动化焊接装置去除外壳后的主视图;
图4为本发明具有多工位转盘的自动化焊接装置的剖视示意图;
图5为本发明具有多工位转盘的自动化焊接装置的工件定位装置的结构图;
图6为本发明具有多工位转盘的自动化焊接装置的工件定位装置的使用状态图。
具体实施方式
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明保护范围。
请参阅图2至图6,本发明提供一种具有多工位转盘的自动化焊接装置,包括底座1、驱动装置2、转盘3及多个工件定位装置4,驱动装置2固定于底座1上,转盘3固定于驱动装置2的输出轴上,驱动装置2驱动转盘3间歇转动,多个工件定位装置4呈环形阵列固定于转盘3上,沿转盘3转动方向依次设置有与每一工件定位装置4对应的上料工位、焊接工位及下料工位,上料工位设置有上料机械手对上料工位处的工件定位装置4传送工件,焊接工位设置有焊接机器人对焊接工位处工件定位装置4上的工件进行焊接,下料工位设置有下料机械手,用于取下下料工位处工件定位装置4上焊接好的工件,转盘3带动多个工件定位装置4转动预定角度后停止预定时间,以供循环上料、焊接和下料,工件定位装置4包括支撑座41、多个定位座42及回转夹紧气缸43,多个定位座42固定于支撑座41的外侧斜面上,每两个定位座42共用一个回转夹紧气缸43,回转夹紧气缸43固定于支撑座41的内侧斜面上,回转夹紧气缸43的输出轴穿过支撑座41的斜面板,回转夹紧气缸43的输出轴上固定有夹紧杆44,夹紧杆44的两端设有夹紧槽,回转夹紧气缸43的输出轴能带动夹紧杆44旋转90度并沿轴向伸缩,以供夹紧或松开定位座42上的工件。
请参阅图5及图6,定位座42包括上定位座421、下定位座422及支撑块423及磁铁424,上定位座421上设有两个平行的定位槽425,定位槽425内设有电磁铁,以供吸附待焊接的两根圆管,下定位座422位于上定位座421的下方,下定位座422上具有底板,以供抵持圆管的底端,支撑块423固定于上定位座421上位于两个定位槽425之间,磁铁424固定于支撑块423上,以供吸附待焊接的连接板。
请参阅图1,工件定位装置4还包括保护罩45,保护罩45罩设于支撑座41上位于回转夹紧气缸43的一侧。
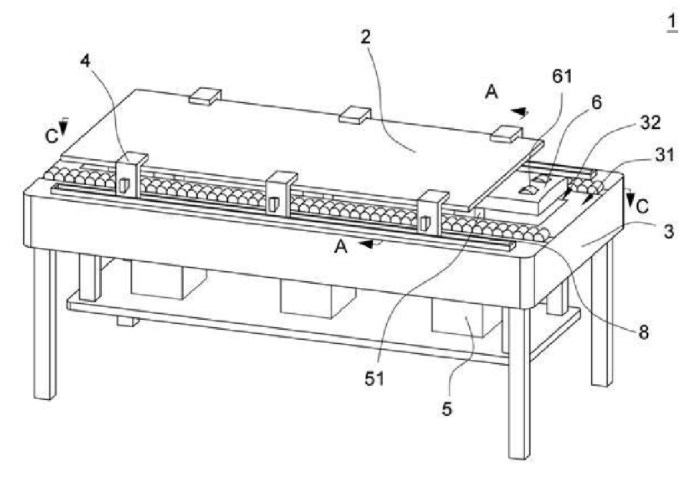
为了进一步提高焊接的质量,上料工位及焊接工位之间设置有校正工位,校正工位处设置有下压校正装置5,下压校正装置5包括固定于底座1上的支架51,安装于支架51上的多个下压气缸52,及安装于每一下压气缸52伸缩端的校正治具53,校正治具53底端设有与连接板相适配的校正槽,以供校正连接板的位置,消除连接板尺寸上的误差影响,避免初次定位的不准确性。
下料工位的下一工位为清理工位,清理工位处设置有喷气装置,喷气装置包括固定于底座1上的支座61,以及安装于支座61上的多个喷气头,喷气头通过气管与供气装置连接,以供清理定位座42上的焊渣。
本实施例中,转盘3上的工件定位装置4设置有六个,分别依次设置能与每一工件定位装置4对应的上料工位、校正工位、焊接工位、检测工位、下料工位及清理工位,在检测工位处设置视觉检测系统,用以检测产品的外形,焊接焊点的位置及大小。可以理解,转盘3上的工件定位装置4的数量至少为三个,分别为上料工位、焊接工位及下料工位,根据实际需求增加其它工位。
转盘3带动工件定位装置4转动预定角度并在每一工位处停止预定时间,当工件定位装置4转动至上料工位停止时,上料机械手将待焊接的工件置于定位座42上定位,回转夹紧气缸43带动夹紧杆44伸出并旋转90度后缩回夹紧定位座42上的工件,当设有工件的工件定位装置4转动至校正工位停止时,校正工位的下压校正装置5对工件进行校正,当设有工件的工件定位装置4转动至焊接工位停止时,焊接机器人对工件进行焊接,当设有工件的工件定位装置4转动至检测工位停止时,检测工位的视觉检测系统对工件进行检测,当设有工件的工件定位装置4转动至下料工位停止时,回转夹紧气缸43带动夹紧杆44伸出脱离工件,并旋转90度后缩回,夹紧杆44处于两个定位座42之间,下料机械手取下焊接好的工件,当工件定位装置4转动至清理工位停止时,清理工位的喷气装置对工件定位装置4进行清理,循环进行上述步骤,以进行多次上料、校正、焊接、检测、下料及清理。
请参阅图3,驱动装置2包括间歇分割器21及电机22,间歇分割器21是实现间歇运动的机构,可从市面上采购得到,间歇分割器21固定于底座1顶面,电机22安装于底座1顶面下方,电机22的输出轴与间歇分割器21的输入轴固接,间歇分割器21的输出轴与转盘3中心固接。
请参阅图4,间歇分割器21的输出轴为空心轴,空心轴的顶端安装有多通路气动旋转接头7,以供连接每一回转夹紧气缸43的进气口与出气口,防止多根气管缠绕成结。多通路气动旋转接头7可采用深圳市森瑞普电子有限公司生产的产品。
本发明具有多工位转盘的自动化焊接装置的焊接方法,包括如下步骤:
转盘3带动工件定位装置4转动预定角度并在每一工位处停止预定时间,当工件定位装置4转动至上料工位停止时,上料机械手将待焊接的工件置于定位座42上定位,回转夹紧气缸43带动夹紧杆44伸出并旋转90度后缩回夹紧定位座42上的工件,当设有工件的工件定位装置4转动至焊接工位停止时,焊接机器人对工件进行焊接,当设有工件的工件定位装置4转动至下料工位停止时,回转夹紧气缸43带动夹紧杆44伸出脱离工件,并旋转90度后缩回,夹紧杆44处于两个定位座42之间,下料机械手取下焊接好的工件,循环进行上述步骤,以进行多次上料、焊接及下料。
本发明具有多工位转盘的自动化焊接装置,通过设置底座1、驱动装置2、转盘3及多个工件定位装置4相配合,驱动装置2驱动转盘3间歇转动,转盘3带动多个工件定位装置4转动预定角度后停止,每一工件定位装置4依次在上料工位、焊接工位及下料工位之间切换,通过上料机械手、焊接机器人及下料机械手实现循环上料、焊接和下料,无需依赖人工操作,每一工位互不干扰,可同时进行,因此,该具有多工位转盘的自动化焊接装置能实现全自动化焊接,提高焊接质量和效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。