申请号:CN201720995019.3
申请日: 2017-08-10
公开(公告)号:CN207547062U
公开(公告)日:2018-06-29
发明人:徐振国
申请(专利权)人:小小自动化科技(昆山)有限公司
申请人地址:江苏省苏州市周市镇康庄路155号2幢
1.一种多工位自动化检测设备,包括底座、进料流水线、测量模组、产品位移模组、送料机构、搬运机构、小流水线装配体和人机操作控制面板,其特征在于:所述底座上端设有进料流水线,所述进料流水线上安放有若干个料盘,所述进料流水线上方设有送料机构,所述进料流水线一侧安装有测量模组,所述送料机构将料盘内的产品依次抓放入测量模组内检测,所述测量模组一侧设有产品位移模组,所述产品位移模组与测量模组相配合,所述测量模组末端设有搬运机构,所述搬运机构与一侧的小流水线装配体相配合,所述小流水线装配体与底座一侧的工作台相连接,所述底座一侧设有人机操作控制面板。
2.根据权利要求1所述一种多工位自动化检测设备,其特征在于:所述测量模组由若干个不同检测工站构成,产品在各检测工站之间的位移通过产品位移模组来实现。
3.根据权利要求1所述一种多工位自动化检测设备,其特征在于:所述底座上设有不良品流水线,所述不良品流水线与产品位移模组相配合,所述不良品流水线连接不良品收纳盒。
4.根据权利要求2所述一种多工位自动化检测设备,其特征在于:每个检测工站均由CCD摄像机和测量传感器组成。
技术领域
本实用新型涉及产品检测设备技术领域,具体涉及一种多工位自动化检测设备。
背景技术
在自动化加工或生产过程中,都必须经过严格的检测工序,尤其是对一些关键的尺寸,在加工后需要进行检测,以保证产品在合格的公差范围内。现有的大多是人工通过螺旋测微器等检测器件,在产品加工后进行一一检测,这样在产品的检测上消耗了较多的时间,效率低,也耗费了较多的人力,同时因为人为检测的不良因素,不能保存检测的准确性,往往会将不合格的产品流水,这样不仅影响产品的质量,同时会影响企业的品质。
因此,针对上述问题,本实用新型提出了一种新的技术方案。
实用新型内容
本实用新型提出了一种全自动化检测,取代人工检测,有效地了提高了检测效率,同时保证了检测品质,避免不合格产品的流出的多工位自动化检测设备。
本实用新型是通过以下技术方案来实现的:
一种多工位自动化检测设备,包括底座、进料流水线、测量模组、产品位移模组、送料机构、搬运机构、小流水线装配体和人机操作控制面板,所述底座上端设有进料流水线,所述进料流水线上安放有若干个料盘,所述进料流水线上方设有送料机构,所述进料流水线一侧安装有测量模组,所述送料机构将料盘内的产品依次抓放入测量模组内检测,所述测量模组一侧设有产品位移模组,所述产品位移模组与测量模组相配合,所述测量模组末端设有搬运机构,所述搬运机构与一侧的小流水线装配体相配合,所述小流水线装配体与底座一侧的工作台相连接,所述底座一侧设有人机操作控制面板。
进一步地,所述测量模组由若干个不同检测工站构成,产品在各检测工站之间的位移通过产品位移模组来实现。
进一步地,所述底座上设有不良品流水线,所述不良品流水线与产品位移模组相配合,所述不良品流水线连接不良品收纳盒。
进一步地,每个检测工站均由CCD摄像机和测量传感器组成。
本实用新型的有益效果是:本实用新型提出的检测设备来全自化的工作模式,有效地取代了人工检测,可持续工作,与人工检测相比,大大提高检测效率,提高了检测的质量,避免了不合格产品的流出,同时,降低了人力成本的投入,而且,可多工位检测,进一步地提高工作效率。
附图说明
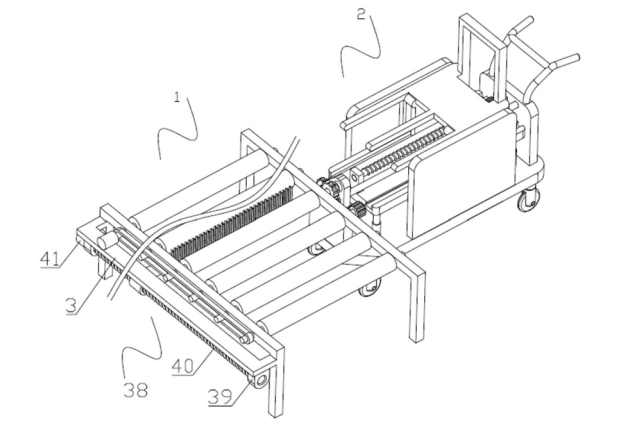
图1为本实用新型的结构示意图;
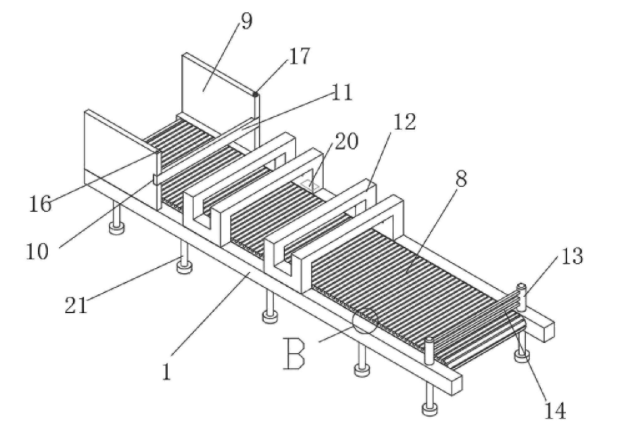
图2为本实用新型的俯视图。
其中:1、进料流水线,2、送料机构,3、测量模组,4、产品位移模组,5、不良品收纳盒,6、搬运机构,7、小流水线装配体,8、工作台,9、底座,10、人机操作控制面板,11、料盘,12、不良品流水线。
具体实施方式
下面结合附图说明对本实用新型做进一步地说明。
如图1 2所示,一种多工位自动化检测设备,包括底座9、进料流水线1、测量模组3、产品位移模组4、送料机构2、搬运机构6、小流水线装配体7和人机操作控制面板10,底座9上端设有进料流水线1,进料流水线1上安放有若干个料盘11,进料流水线1上方设有送料机构2,进料流水线1一侧安装有测量模组3,送料机构2将料盘11内的产品依次抓放入测量模组3内检测,测量模组3一侧设有产品位移模组4,产品位移模组4与测量模组3相配合,测量模组3末端设有搬运机构6,搬运机构6与一侧的小流水线装配体7相配合,小流水线装配体7与底座9一侧的工作台8相连接,底座9一侧设有人机操作控制面板10。
在本实施例中,测量模组3由若干个不同检测工站构成,产品在各检测工站之间的位移通过产品位移模4组来实现。
在本实施例中,底座9上设有不良品流水线12,不良品流水线12与产品位移模组4相配合,不良品流水线12连接不良品收纳盒5。
在本实施例中,每个检测工站均由CCD摄像机和测量传感器组成。
本实用新型提出的检测设备的工作原理是:人工摆料装入料盘内,进料流水线1将摆满料盘11输送到设备内,送料机构2将产品依次抓取放入至测量模组3内检测。产品在各检测工站之间的位移由产品位移模组4来实现,同时将该检测工站的不良品放入至不良品流水线12内。检测合格品由搬运模组6将其抓取放入至小流水线装配体7内流出至设备外部工作台8区域,人工再做一次目检并装盒(盘)。料盘11内的产品依次抓取完后由进料流水线1将空料盘11流出设备外部,人工取出空料盘11。
本实用新型提出的检测设备来全自化的工作模式,有效地取代了人工检测,可持续工作,与人工检测相比,大大提高检测效率,提高了检测的质量,避免了不合格产品的流出,同时,降低了人力成本的投入,而且,可多工位检测,进一步地提高工作效率。
以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。