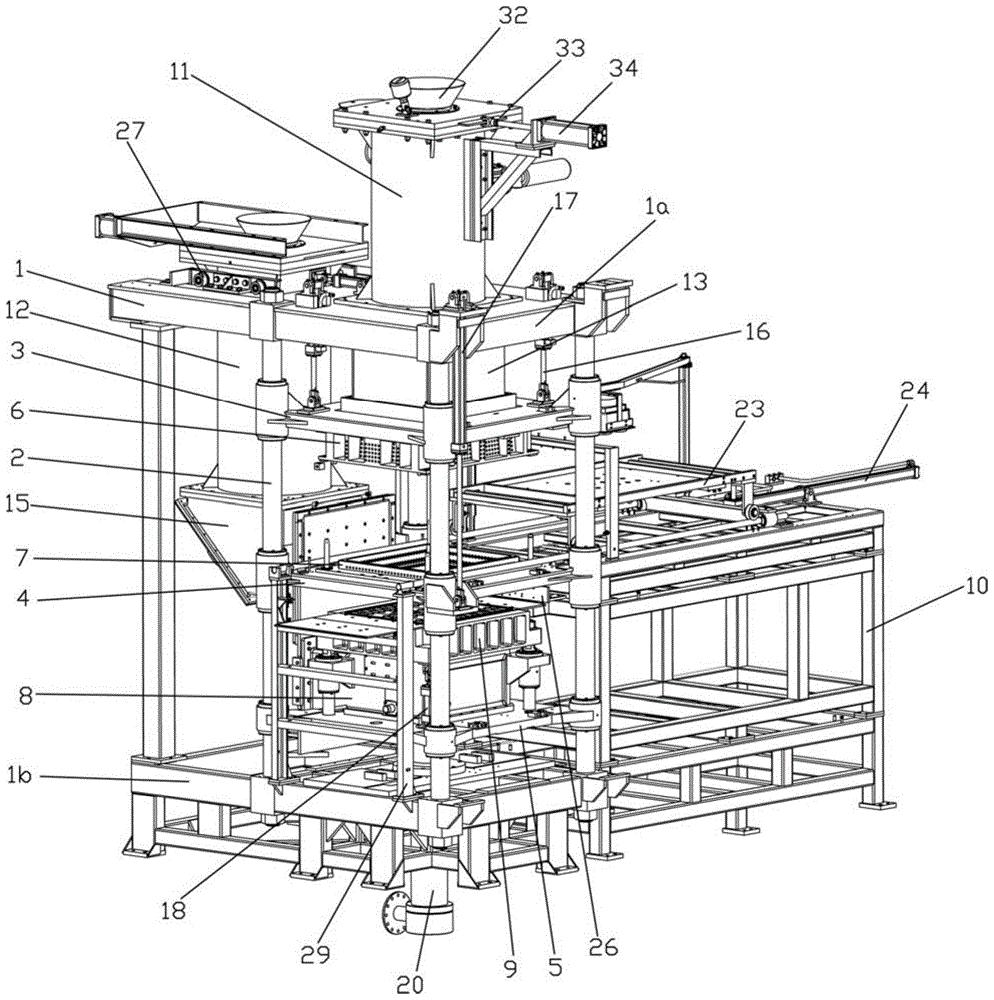
本发明涉及砂型铸造技术领域,且公开了一 种双砂桶式全自动砂型铸造造型机,包括机架、 设置于机架上的两个砂桶、设置于机架上的四根 导柱、与四根导柱滑动连接的第一安装座、第二安装座和第三安装座、设置于第一安装座上的上 辅助箱、设置于第二安装座上的辅助箱、设置于 第三安装座上的下储气仓、设置于下储气仓上方的下辅助箱、设置于机架一侧的型板支架。本发 明通过设置第一砂桶、第二砂桶,可向第一砂桶、 第二砂桶内单独供砂,使两个砂桶内的进砂量相同,从而使吹入上辅助箱和下辅助箱内的砂量相同,最终压实后,上层砂型和下层砂型的紧实度一致。
技术领域
[0001] 本发明涉及砂型铸造技术领域,具体为一种双砂桶式全自动砂型铸造造型机。
背景技术
[0002] 砂型铸造是铸造加工的基础工艺,砂型铸造直接影响最终产品铸造成型的效果, 砂型铸造造型机是砂型铸造工艺的大型设备,但现有砂型铸造造型机存在以下缺点:
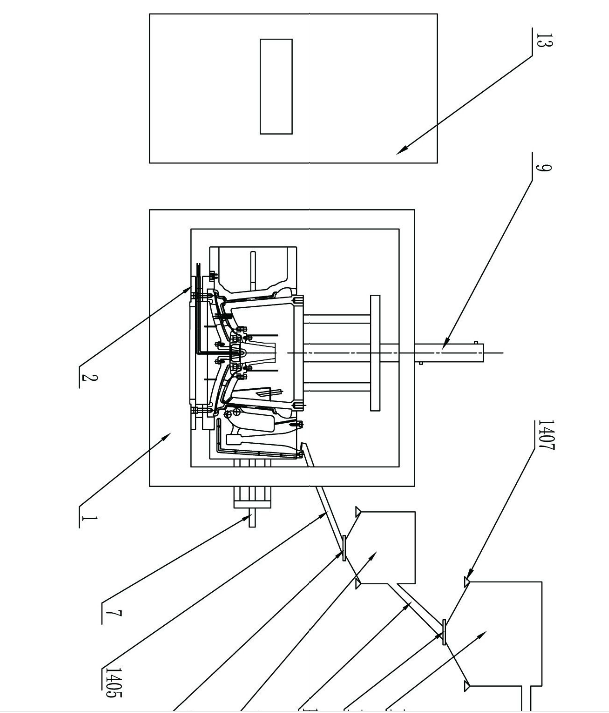
[0003] 1、现有砂型铸造造型机的两个砂桶均位于机架一侧,并处于同一竖向直线上,砂 只能从位于上方的砂桶入口处添加,砂会由上砂桶落入下砂桶,因此会导致砂下多上少,从 而导致压实后上层砂型紧实度小于下层砂型。
[0004] 2、两个砂桶在同一侧上下设置,当一个砂桶损坏,特别是下砂桶损坏后,拆卸十分 困难,不易维修和更换。
[0005] 3、两个砂桶在同一侧上下设置,其中下砂桶连接有下弯头,下弯头出口处设置有 接口板,接口板内设有密封圈,由于下储气仓升降过程中,会对密封圈反复摩擦,因此密封 圈易磨损,当磨损后,需拆下下弯头,将下弯头与砂桶脱离,使下弯头的出砂口远离下储气 仓,从而有空间更换密封圈,操作十分困难。