摘要:
本发明属于金刚石磨片制造装备领域,涉及一种金刚石磨片的自动化生产线。该自动化生产线包括工件夹持机构A、上胶系统机构B、落砂滚筒机构C、进给模组机构D和铝合金框架E。通过工件夹持机构A包含的快换结构,可以快速实现物料的上料与卸料,利用上胶系统机构B配套的点胶系统实现工件高效点胶,利用落砂滚筒机构C精确定位滚筒的落砂位置实现工件的上沙。

技术领域:
本发明属于金刚石磨片制造装备领域,特别涉及一种金刚石磨片的自动化生产线,用于自动化生产金刚石磨片的专用设备。
背景技术:
目前金刚石磨片已经成为了社会工业生产及建筑行业生产广泛应用的磨抛工具,主要应用于石材、玻璃、陶瓷、混泥土等硬脆材料的磨抛加工。但在现有的行业技术中,无论是在国内还是在国外,均是由人工作业完成金刚石磨片的生产,人工作业时将磨片放入专用的模套内,每次只能对单个磨片进行手动上胶与手动上砂。存在涂胶与上砂不均匀等问题,因而传统的金刚石磨片的加工效率较低,且人工作业完成的金刚石磨片尺寸不统一,产品的良品率较低。本发明公开的金刚石磨片的自动化生产线可以提高金刚石磨片的生产效率与良品率。
发明内容:
针对传统金刚石磨片人工作业效率低、劳动强度大、良品率低等问题,本发明设计一条自动化生产线,解决金刚石磨片自动化生产线的技术难题,实现金刚石磨片的大规模生产,提高金刚石磨片的生产效率和产品质量。
为了实现上述目的,本发明的主要技术方案如下:
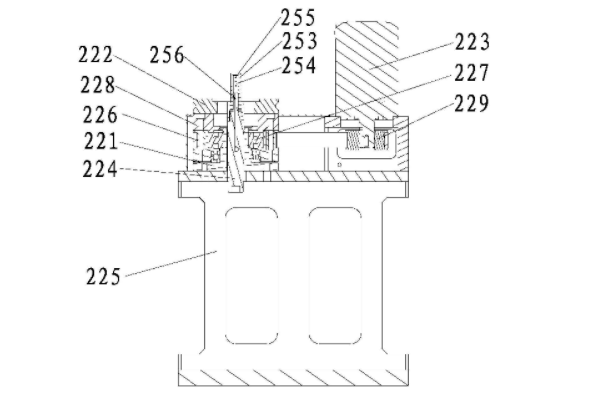
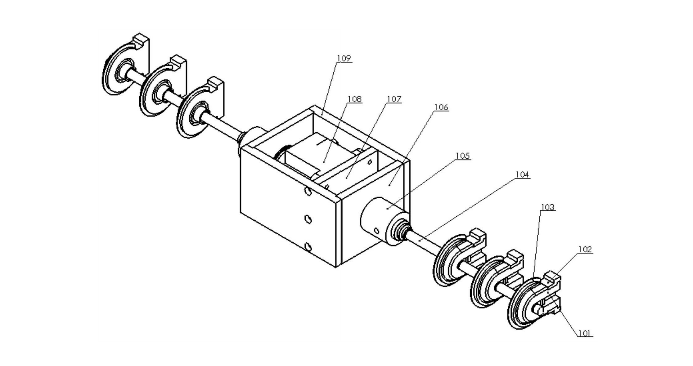
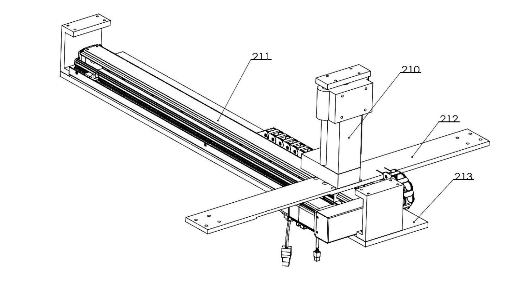
一种金刚石磨片的自动化生产线,包括工件夹持机构A、上胶系统机构B、落砂滚筒机构C、进给模组机构D和铝合金框架E,所述工件夹持机构A用于工件的快速装夹,所述上胶系统机构B用于工件点胶,所述落砂滚筒机构C用于工件上砂,所述进给模组机构D用于实现工件在各个工位间的移动与定位,所述铝合金框架E分为两层,上层用于安装工件夹持机构A、上胶系统机构B、落砂滚筒机构C以及进给模组机构D,工件夹持机构A、上胶系统机构B、落砂滚筒机构C通过螺栓固定在铝合金框架E的台板上,进给模组机构D通过螺栓固定在铝合金框架E上方,下层用于放置胶桶以及电机所需的电源,铝合金框架E整体安装在轮子上,以此实现整个生产线的移动。
本发明装备与金刚石磨片人工作业方式相比,提高金刚石磨片的生产效率,提高产品的良品率,减轻劳动强度。