摘要:
本发明公开了一种自动化冲压模具包括模具,模具上表面固定安装料框,料框放置若干板件,料框的后表面上加工有通孔,料框内设有推杆一,推杆一的一端穿过通孔伸出料框,推杆一的另一端上固定连接推板一,推板一紧贴着板件并将若干板件推挤在料框前表面上,推杆一上设有挡板一,推杆一上套有弹簧一,弹簧一的一端。
背景技术:
铁质板件是工业生产中经常使用的原料,为了满足工业组装的需求,铁质板件需要被冲压成各种形状,传统的冲压方式是将铁质板件放置在模具上,然后冲压头大力冲压,将铁质板件冲压成模具上模腔的形状,在冲压过程中必须要由工作人员在旁不断的实施上件和退件的动作,在冲压开始前将板件放置在模具上。在冲压完成后,将冲压成型的板件取下来,整个动作过程频繁且速度快,工作人员劳动强度非常的大,并且还存在着一定的安全隐患。
为了解决上述问题,本领域技术人员设计了具有自动上件和退件功能的自动化冲压装置,这种自动化装置无需人工频繁操作,有效的降低了工作人员的劳动强度,同时也消除了安全隐患。然而这种自动化冲压设备中需要采用精度比较高的控制器、伺服电机和传动结构,不但装置结构复杂,而且制作成本也很高。后期的维护的难度和费用也很大。
发明内容:
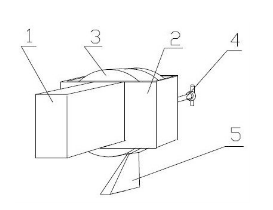
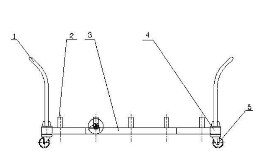
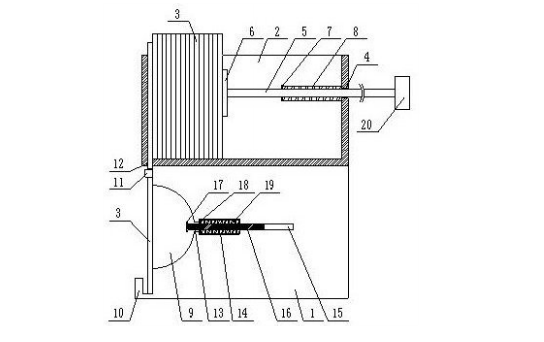
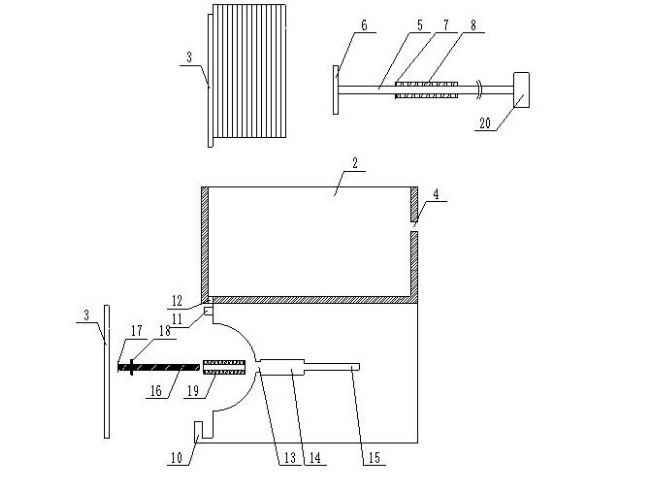
本发明的目的是为了解决上述问题,设计了一种自动化冲压模具。自动化冲压模具模具的前表面上设有模腔,模具的前表面上设有凹槽和限位框,凹槽位于模具前表面的下边缘处,限位框位于模具前表面的上边缘处,料框的底面上加工有下料孔,下料孔靠近料框的前表面,下料孔为矩形孔,限位框的内孔也为矩形孔,下料孔与限位框内孔的尺寸相同,下料孔的尺寸与板件的尺寸相匹配,板件下端穿过下料孔和限位框的内孔落入凹槽中。
板件的上端被限位框挡住,板件落在模具的前表面前方,模腔内设有开口,模具内加工有弹簧槽和滑动槽,滑动槽通过弹簧槽与开口连通,模具内设有推杆二,推杆二的一端插入滑动槽中,推杆二的另一端通过开口伸入模腔,推杆的另一端上固定连接推板二,推杆二上固定安装挡板二,推杆二上套有弹簧二,弹簧二的一端与挡板二固定连接。
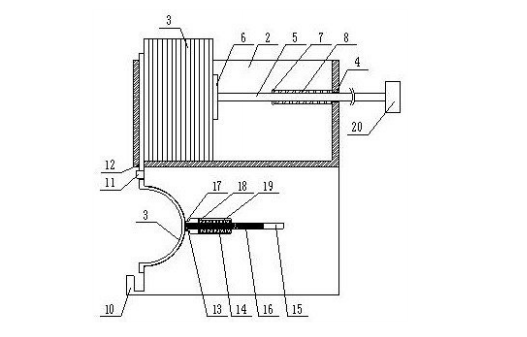
另一端与弹簧槽的后表面连接,挡板在弹簧二的弹力作用下紧贴着弹簧槽的前表面,板件被冲压成型后,板件的上端从限位框内抽出并脱离限位框的限制,板件的下端从凹槽内抽出并脱离凹槽的限制。推杆二的另一端通过开口伸入模腔,推杆二伸入模腔的长度为三到十公分。板件受到的重力大于板件在推板挤压下与料框前表面产生的摩擦力。推杆的一端穿过通孔伸出料框,推杆一的一端上固定安装配重块。
料框的前表面上涂抹润滑油,板件被推板推挤在料框的前表面上并在重力和润滑油的作用下,竖直向下通过下料孔落在模具的前表面上。推板二的形状与模腔内表面的形状相匹配。推板一为矩形的平板。限位框与凹槽之间的距离大于冲压头的尺寸,并保证冲压头冲压板件时不与限位框和凹槽发生碰撞。凹槽的内腔为矩形内腔,凹槽内腔的尺寸大于限位框内孔的尺寸。
有益效果利用本发明的技术方案制作的一种自动化冲压模具,其具有如下优势:
1、可实现铁质板件冲压过程中自动上件和退件的技术效果,在实现自动化上件和退件的过程中,无需传感器、机械手和电机等电动元件,本装置利用板件的重力、永磁体的磁力和弹簧的弹力实现自动上件和自动退件的动作,整个自动化上件和退件的过程没有消耗电能,有效的降低了冲压工序的工作成本。
2、结构设计简单,采用的结构构件十分常见,整个装置的生产制作成本低,并且使用后期的维护难度小,维护成本也低,具有较强的市场竞争力,有利于大范围推广使用。