本发明公开一种多工位全自动焊接机,包括工作台,工作台上设置有多工位旋转装置,工作台的一侧设置有机械手结构、工件旋转光纤定位系统以及上料机构,工作台的另一侧设置有第一刀片推送装置以及第一焊膏送料系统,工作台的第三侧设置有第二刀片推送装置以及以及第二焊膏送料系统,工作台的第四侧设置有焊接工装。本发明还公开一种多工位全自动焊接机的焊接方法。本发明多工位全自动焊接机及其焊接方法通过采用多工位旋转装置使多工序同步加工,实现刀具的快速焊接,降低焊接时间,提高加工效率,并通过工件旋转光纤定位系统以及焊接工装的智能化控制,实现刀具的精准定位以及焊接时自动控温,提高刀具焊接过程的自动智能化程度以及焊接精度。
1.某种多工位全自动焊接机,包括工作台(10),其特征在于:所述工作台(10)上设置有多工位旋转装置(20),工作台(10)的一侧设置有机械手结构(30)、工件旋转光纤定位系统(40)以及上料机构(50),工作台(10)的另一侧设置有第一刀片推送装置(60)以及第一焊膏送料系统(70),工作台(10)的第三侧设置有第二刀片推送装置(80)以及以及第二焊膏送料系统(90),工作台(10)的第四侧设置有焊接工装(200)。
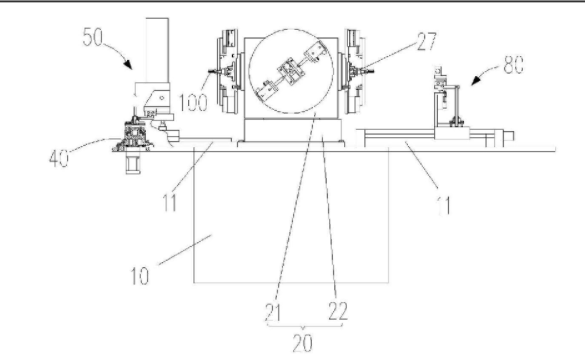
2.根据权利要求1所述的某种多工位全自动焊接机,其特征在于,所述多工位旋转装置(20)的每一侧对应地设置有主轴组,每一主轴组结构相同,主轴组外侧设有夹头(27),用以夹持刀体(100),每一主轴组依次对应上刀体工位、第一上刀片工位、第二上刀片工位以及焊接工位,上刀体工位侧设置有所述的机械手结构(30)、工件旋转光纤定位系统(40)以及上料机构(50),第一上刀片工位侧设置有设置有所述的第一刀片推送装置(60)以及第一焊膏送料系统(70),第二上刀片工位侧设置有所述的第二刀片推送装置(80)以及第二焊膏送料系统(90),焊接工位侧设有所述的焊接工装(200)。
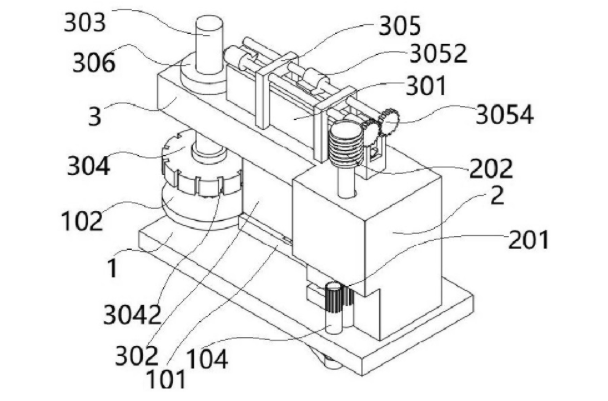
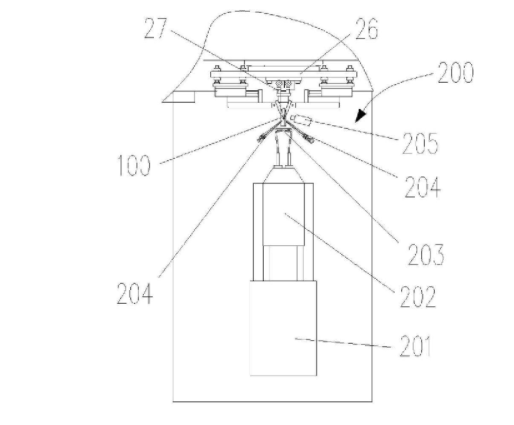
3.根据权利要求2所述的某种多工位全自动焊接机,其特征在于,所述焊接工装(200)包括高频加热系统(201)、置于高频加热系统(201)一侧的电机(202)、设置在电机(202)上的加热感应圈(203)以及设置在加热感应圈(203)两侧的焊丝结构(204),电机(202)驱动加热感应圈(203)纵向向上移动,加热感应圈(203)对刀体(100)以及两刀片进行加热,加热感应圈(203)两侧的焊丝结构(204)同时将焊丝送入至刀体(100)的焊接刀片槽内,对刀片与刀体进行焊接加工。
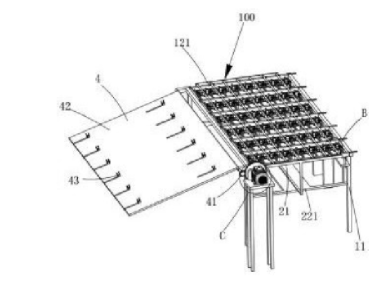
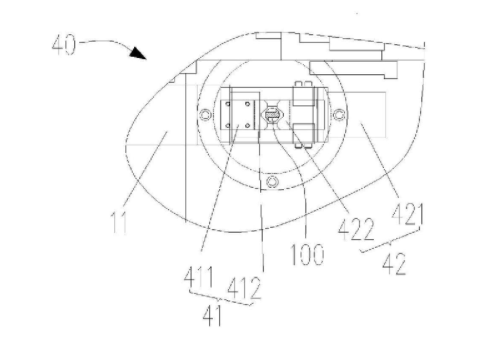
4.根据权利要求2所述的某种多工位全自动焊接机,其特征在于,所述工件旋转光纤定位系统(40)包括固定组件(41)以及与固定组件(41)配合的活动组件(42),固定组件(41)包括安装端(411)以及形成在安装端(411)上的固定V型块(412),安装端(411)设置在工作台(10)的导轨(11)上,活动组件(42)包括驱动气缸(421)以及设置在驱动气缸(421)的活塞杆上的滑动V型块(422),驱动气缸(421)设置在工作台(10)的导轨(11)上、且与安装端(411)相对,安装端(411)上的固定V型块(412)与驱动气缸(421)上设有的滑动V型块(422)之间形成<>状结构。
5.根据权利要求3所述的某种多工位全自动焊接机,其特征在于,所述焊接工装(200)还包括设置在加热感应圈(203)处的红外线温控系统(205),刀片与刀体焊接过程中先进行预热,通过红外线温控系统(205)控制,高频加热系统(201)以及加热感应圈(203)预热到230-250度后再缓慢加热,焊丝跟随送入,焊接温度在730-750度,使焊丝充分熔化,以对刀片与刀体焊接。
6.根据权利要求4所述的某种多工位全自动焊接机,其特征在于,所述上料机构(50)包括设置在导轨(11)上的水平丝杆滑块(51)以及置于水平丝杆滑块(51)一侧的机械夹持手指(52),机械夹持手指(52)的端部设有夹紧松开气缸(53),以控制机械夹持手指(52)从工件旋转光纤定位系统(40)的<>状结构的凹腔内取出刀体(100),机械夹持手指(52)通过水平丝杆滑块(51)水平右移到主轴组的夹头(27)内,以使夹头(27)夹紧刀体(100)。
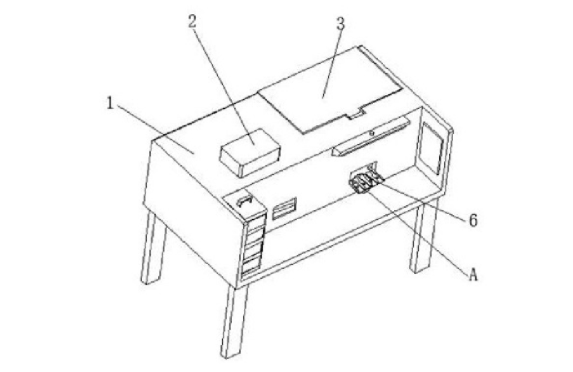
7.根据权利要求1所述的某种多工位全自动焊接机,其特征在于,所述工作台(10)的一侧还设置有保温箱(300),机械手结构(30)上的机械手臂(31)取下焊接后的刀具,通过机械手臂(31)可将刀具沿保温箱(300)的入口处放入保温箱(300)对刀具进行保温。
8.根据权利要求6所述的某种多工位全自动焊接机,其特征在于,所述第一刀片推送装置(60)包括设置在导轨(11)上的竖直丝杆滑块(61)、置于竖直丝杆滑块(61)一侧的合金刀片推送机构(62)以及刀片夹持机械手(63),刀片夹持机械手(63)可沿竖直丝杆滑块(61)运动。
9.根据权利要求8所述的某种多工位全自动焊接机,其特征在于,所述第一焊膏送料系统(70)包括焊膏涂喷端(71)、焊膏罐(72)以及连接在焊膏涂喷端(71)与焊膏罐(72)之间的焊膏送料件(73),焊膏储存在焊膏罐(72)内,通过焊膏送料件(73)将焊膏推送到焊膏涂喷端(71)处,所述刀片夹持机械手(63)从第一刀片推送装置(60)接收刀片后纵向下移至焊膏涂喷端(71)喷涂焊膏,刀片喷涂焊膏后继续移动到刀体(100)的焊接刀片槽内。
10.一种多工位全自动焊接机的焊接方法,其特征在于,包括以下步骤: 步骤1):机械手结构(30)上的机械手臂(31)从载料盘(101) 上按顺序取下刀体(100),并将刀体(100)旋转至工件旋转光纤定位系统(40)的<>状结构的凹腔内; 步骤2):驱动气缸(421)运动,滑动V型块(422)相对固定V型块(412)运动,进而夹紧刀体(100); 步骤3):工件旋转光纤定位系统(40)使刀体焊接面旋转到水平面与刀片送料方向一致; 步骤4):通过夹紧松开气缸(53),以控制机械夹持手指(52)从工件旋转光纤定位系统(40)的<>状结构的凹腔内取出刀体(100); 步骤5):机械夹持手指(52)夹持刀体(100)沿上料机构(50)上的水平丝杆滑块水平右移到第一主轴组(23)的夹头(27)内,同时夹头(27)夹紧刀体(100),机械夹持手指(52)松开并退回待循环下一个动作; 步骤6):中心电机(22)转动带动承载台(21)相对工作台(10)顺时针转动90度,第一主轴组(23)的夹头(27)夹持刀体(100)运动至第一上刀片工位的位置处,第四主轴组(26)进入至上刀体工位循环进入刀体上料动作; 步骤7):第一刀片推送装置(60)以将合金刀片纵向下移至第一焊膏送料系统(70)喷涂焊膏,刀片喷涂焊膏后继续移动到刀体(100)的焊接刀片槽内,同时陶瓷棒送入至刀片槽内; 步骤8):中心电机(22)转动带动承载台(21)相对工作台(10)再次顺时针转动90度,第一主轴组(23)的夹头(27)夹持刀体(100)运动至第二上刀片工位的位置处; 步骤9):第二刀片推送装置(80)以及第二焊膏送料系统(90)配合运动将另一刀片移动至刀体(100)的另外一个刀片槽内,此时第四主轴组(26)进入第一上刀片工位循环动作,第三主轴组(25)进入至上刀体工位循环进入上料动作; 步骤10):中心电机(22)转动带动承载台(21)相对工作台(10)再次顺时针转动90度,第一主轴组(23)的夹头(27)夹持刀体(100)以及刀片运动至焊接工位处,其他主轴组依次也进入至下一工位,进行循环动作; 步骤11):加热感应圈(203)两侧的焊丝结构(204)同时将焊丝送入至刀体(100)的焊接刀片槽内,对刀片与刀体进行焊接加工; 步骤12):刀具焊接完成后,多工位旋转装置(20)通过中心电机(22)带动承载台(21)顺时针再旋转90度,第一主轴组(23)进入上刀体工位,其他主轴组同步依次旋转进入下一个工位,进行循环动作; 步骤13):机械手臂(31)取下第一主轴组(23)上的焊接后的刀具,通过机械手臂(31)将刀具沿保温箱(300)的入口处放入保温箱(300)对刀具进行保温,第一主轴组(23)进行上料循环并进入连续加工状态。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!